










137-1496-2643
日期:2023-06-28 编辑:鹏丰精密五金 阅读: 384
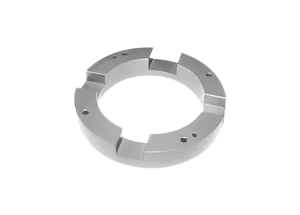
冲压件作为一种常见的金属加工件,其工艺中切口布置的合理与否直接影响到产品的质量和性能。正确的切口布置可以提高冲压件的加工效率、减少材料浪费,并确保产品的结构强度和外观质量。以下是冲压件工艺中切口布置的原则:
1. 合理布置切口位置:切口的位置应根据冲压件的形状和结构特点来确定。一般而言,切口应尽量靠近冲压件的边缘,以便更好地控制材料的流动和变形。同时,切口的位置还需要考虑到冲压工艺的可行性和模具的设计要求。
2. 控制切口数量和尺寸:切口的数量和尺寸应根据冲压件的形状和尺寸来确定。过多的切口会增加冲压工艺的复杂度和难度,同时也会增加材料的浪费。因此,需要在保证冲压件结构强度和加工要求的前提下,尽量减少切口的数量和尺寸。
3. 考虑切口对冲压件性能的影响:切口会对冲压件的强度、刚度和耐疲劳性等性能产生影响。因此,在切口布置时需要综合考虑冲压件的使用环境和要求,选择合适的切口形式和布置方式,以确保产品的性能满足需求。
4. 考虑切口对冲压工艺的影响:切口会影响冲压工艺的稳定性和可行性。因此,在切口布置时需要考虑到冲压工艺的要求,如模具的结构设计、冲裁力度和冲裁速度等因素,以确保切口的布置不会影响到冲压工艺的可行性和稳定性。
通过遵循以上原则,合理布置冲压件工艺中的切口,可以提高冲压件的加工效率和质量,减少材料浪费,同时保证产品的结构强度和外观质量。冲压件行业将在不断的工艺创新和质量控制的推动下,迎来更加稳定和高效的发展。



Copyright © 2022 深圳市鹏丰精密五金有限公司 All Rights Reserved 粤ICP备18084774号



 137-1496-2643
137-1496-2643
